一般在焊后进行,这种补口类型也是当前耐磨陶瓷管道内防腐采用的主流形式,且随着不同类型补口机的研制,使得其机械化、自动化水平在不断提高,该法又细分为管道内挤涂工艺、钻孔喷涂法、自动补口机喷涂法等。
然后,涂装质量无保证是该技术普遍存在的问题,主要体现在:涂层厚度不均匀、不稳定;长距离涂装作业时,因耐磨陶瓷管道中部的干燥固化状态不易判断而使涂层不易控制,多次涂装时容易将管道中间部位钱一次为干燥固化的涂膜破坏;涂敷器在管道内受管道变形度和焊缝的影响,行走速度不稳,使整个管道的涂膜均匀性受到影响。
当前耐磨陶瓷管道的内防腐层补口通常将高压无气喷涂机送到管道内壁焊缝处进行喷涂,实施补口作业。该法利用特制的高压喷涂机将高压涂料经高压管线输送到喷嘴,形成喇叭形状,高压雾化的涂料呈微粒射向构件表面,得到高质量的膜涂层。
其优点是涂料高度雾化,雾化微粒均匀;线速度高,涂层均匀光滑,无气泡和针孔;涂层附着力好且施工速度快、效率高。

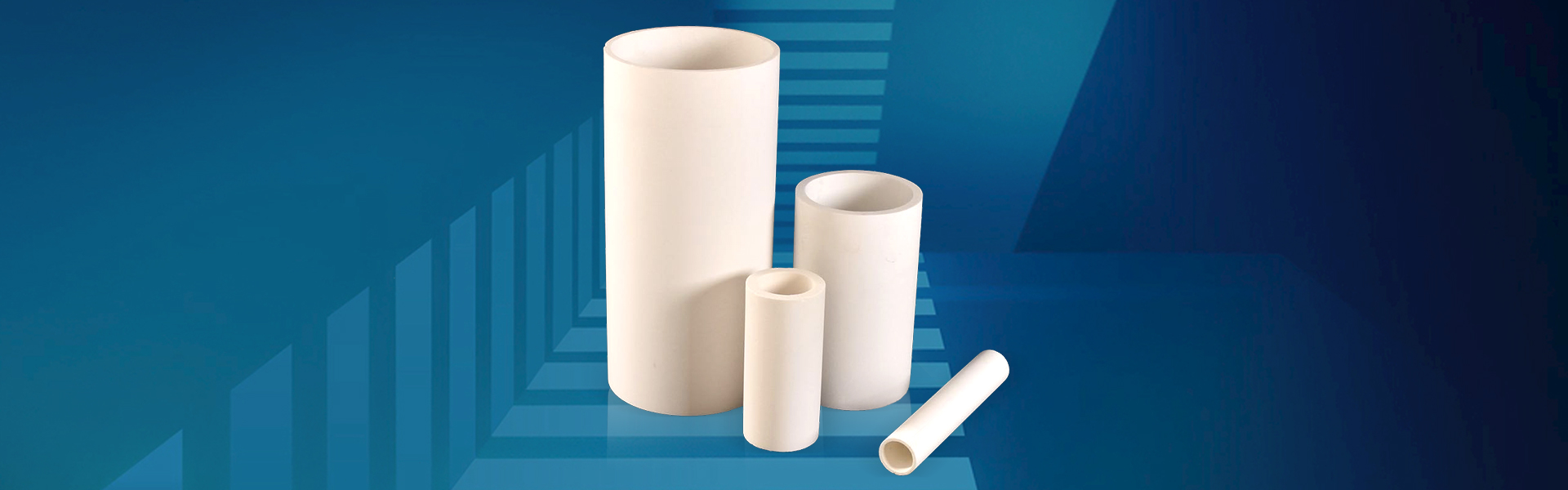
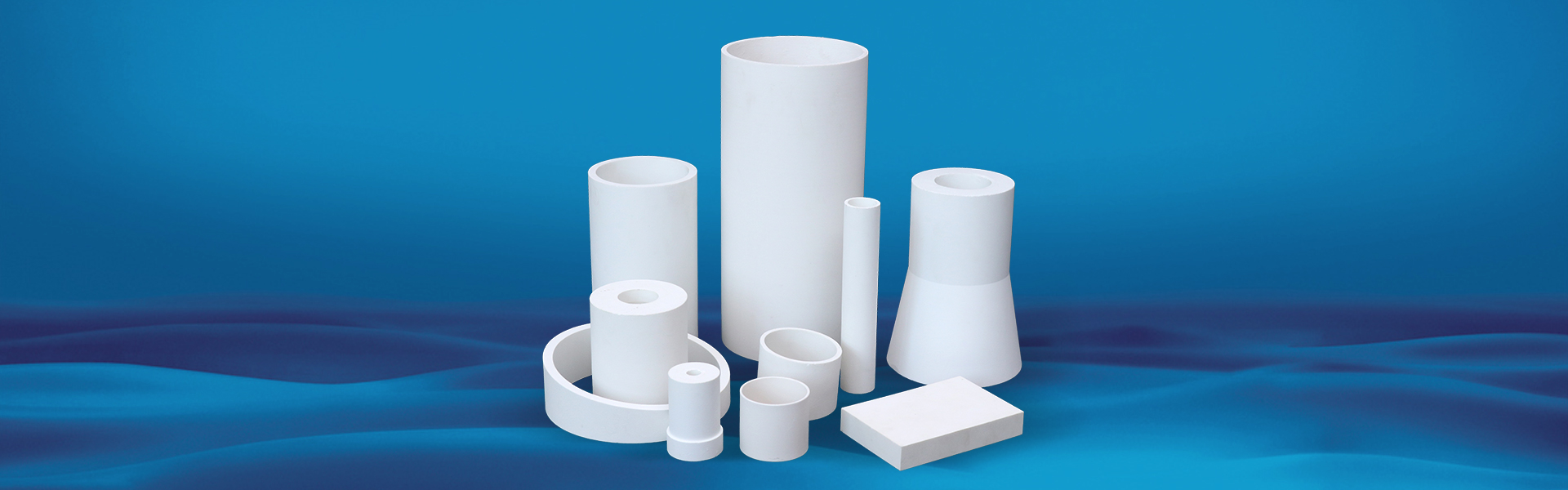
淄博丰涛工业陶瓷
Zibo Fengtao Industrial Ceramics